Гибка труб – это технологический процесс придания трубам изогнутой формы без нарушения их целостности и с сохранением эксплуатационных характеристик. Этот процесс играет ключевую роль в современной промышленности, строительстве и многих других отраслях, позволяя создавать сложные и функциональные конструкции. В данной статье мы подробно рассмотрим разнообразные технологии гибки труб, обсудим используемое оборудование, включая различные типы трубогибов, и осветим широчайшее применение гнутых труб в различных сферах. Цель этого материала – предоставить читателю комплексное понимание существующих способов гибки труб и наглядно продемонстрировать, где и как используются изогнутые трубы. Статья будет полезна инженерам, конструкторам, технологам, мастерам, студентам технических специальностей, а также всем, кто интересуется современными методами металлообработки.
Что нужно знать перед началом гибки: Ключевые параметры и понятия
Прежде чем приступать к процессу гибки, важно понимать основные факторы, влияющие на результат. Правильный выбор материала, учет типа трубы и точный расчет параметров – залог качественного изогнутого изделия.
Материалы труб, подвергаемых гибке
Выбор материала трубы определяет не только ее эксплуатационные свойства, но и особенности процесса гибки.
- Сталь: Углеродистые стали хорошо поддаются гибке, особенно низкоуглеродистые. Легированные и нержавеющие стали требуют более тщательного подбора параметров и оборудования из-за их повышенной прочности и склонности к упрочнению.
- Цветные металлы и сплавы: Алюминиевые трубы легкие и пластичные, но требуют аккуратности из-за мягкости. Медные и латунные трубы также хорошо гнутся, что делает их популярными в сантехнике и теплотехнике. Титановые сплавы обладают высокой прочностью и требуют специальных технологий гибки труб.
- Особенности гибки: Каждый материал имеет свой предел текучести, пластичность и модуль упругости, которые необходимо учитывать при расчете минимального радиуса гиба и усилия.
Типы труб и их влияние на процесс гибки
Форма и толщина стенки трубы существенно влияют на выбор способа гибки труб.
- Круглые трубы: Наиболее распространенный тип, для которого существует множество технологий и оборудования.
- Профильные трубы: Квадратные, прямоугольные, овальные трубы гнутся сложнее круглых из-за неравномерного распределения напряжений и склонности к потере формы сечения (например, вогнутость или выпуклость стенок). Для них часто требуются специальные оправки и ролики на трубогибе.
- Толстостенные и тонкостенные трубы: Тонкостенные трубы (отношение диаметра к толщине стенки D/s > 20-30) склонны к гофрообразованию, овальности и требуют применения дорна или других методов поддержки сечения. Толстостенные трубы требуют больших усилий и часто гнутся в горячем состоянии.
Основные параметры гиба
Качество изогнутой трубы оценивается по ряду геометрических параметров.
- Радиус гиба: Может быть указан по центральной линии, внутренний или внешний. Минимально допустимый радиус гиба зависит от материала, толщины стенки и диаметра трубы, а также от выбранной технологии гибки труб.
- Угол гиба: Угол, на который труба изгибается относительно своей первоначальной оси.
- Овальность сечения после гибки: Отклонение формы поперечного сечения от идеального круга (для круглых труб).
- Утонение стенки на внешней стороне гиба: Растяжение материала на внешней стороне изгиба приводит к уменьшению толщины стенки.
- Длина прямого участка между гибами: Важный параметр для сложных деталей с несколькими изгибами.
Расчеты при гибке труб (краткий обзор)
Точные расчеты необходимы для получения деталей нужных размеров и предотвращения брака.
- Определение длины заготовки: Учитывает длину прямых участков и длину дуги изгиба (с поправкой на смещение нейтрального слоя).
- Расчет минимального радиуса гиба: Производится на основе свойств материала и диаметра трубы, чтобы избежать трещин, изломов или чрезмерной деформации.
Многообразие технологий: От ручных методов до ЧПУ-комплексов
Существует множество видов гибки труб, каждый из которых имеет свои преимущества, ограничения и области применения. Выбор конкретной технологии гибки труб зависит от материала, размеров трубы, требуемого радиуса, объема производства и требований к качеству.
Холодная гибка труб
Принцип метода и его особенности
Гибка производится без предварительного нагрева заготовки. Это наиболее распространенный способ гибки труб для многих материалов и размеров.
Преимущества
Экономичность (нет затрат на нагрев), сохранение первоначальной структуры и прочности металла, более высокая точность размеров.
Недостатки/Ограничения
Подходит не для всех материалов (особенно хрупких или высокопрочных) и толщин. Возможно упрочнение материала в зоне гиба. Требует больших усилий, чем горячая гибка.
Типичное оборудование
Ручные и механические трубогибы различных конструкций, станки для холодной гибки, включая модели с ЧПУ.
Горячая гибка труб
Принцип метода (с нагревом заготовки токами высокой частоты, в печи или газовой горелкой)
Заготовка нагревается до температуры ковки (рекристаллизации), что повышает ее пластичность.
Преимущества
Возможность гибки толстостенных труб больших диаметров, труб из труднодеформируемых материалов, получение малых радиусов гиба с меньшими усилиями, снижение пружинения металла.
Недостатки/Ограничения
Изменение структуры металла в зоне нагрева, образование окалины (требуется последующая очистка), более низкая точность, энергозатратность.
Типичное оборудование
Индукционные нагреватели, промышленные печи, газовые горелки (для локального нагрева), специальные станки для горячей гибки.
Гибка труб с дорном (дорновая гибка)
Суть технологии: использование внутреннего элемента (дорна) для предотвращения деформации сечения
Дорн – это специальная оправка, вставляемая внутрь трубы в зону гиба. Он поддерживает внутренний контур трубы, предотвращая ее сплющивание (овальность) и образование складок (гофр) на внутренней стороне изгиба. Это один из самых качественных видов гибки труб.
Преимущества
Высокое качество гиба, минимальная овальность, возможность гибки тонкостенных труб на малые радиусы (до 1-1.5 диаметра трубы).
Виды дорнов и их применение
Существуют цельные, составные (шарнирные), шариковые дорны. Выбор типа дорна зависит от радиуса гиба, толщины стенки и материала трубы.
Оборудование
Дорновые трубогибочные станки, часто оснащенные ЧПУ для высокой точности и производительности.
Гибка труб без дорна
Особенности процесса и его ограничения
Гибка производится без внутренней поддержки сечения.
Преимущества
Простота оснастки, ниже стоимость оборудования и его обслуживания.
Недостатки
Выше риск овальности и гофрообразования, особенно для тонкостенных труб и малых радиусов гиба. Обычно применяется для труб с толщиной стенки не менее 10% от диаметра и для радиусов гиба более 3-4 диаметров.
Трехвалковая и четырехвалковая гибка (вальцовка труб)
Принцип действия: прокатка трубы между валками
Труба пропускается между тремя (или четырьмя) вращающимися валками, положение которых регулируется для получения нужного радиуса изгиба. Этот способ гибки труб также называют вальцовкой.
Преимущества
Получение больших и переменных радиусов гиба, возможность гибки длинных заготовок, создание спиральных изгибов. Подходит для изготовления арок, колец, элементов каркасов.
Оборудование
Трехвалковые и четырехвалковые трубогибы (профилегибы, вальцы), как с ручным, так и с механическим или гидравлическим приводом, включая модели с ЧПУ.
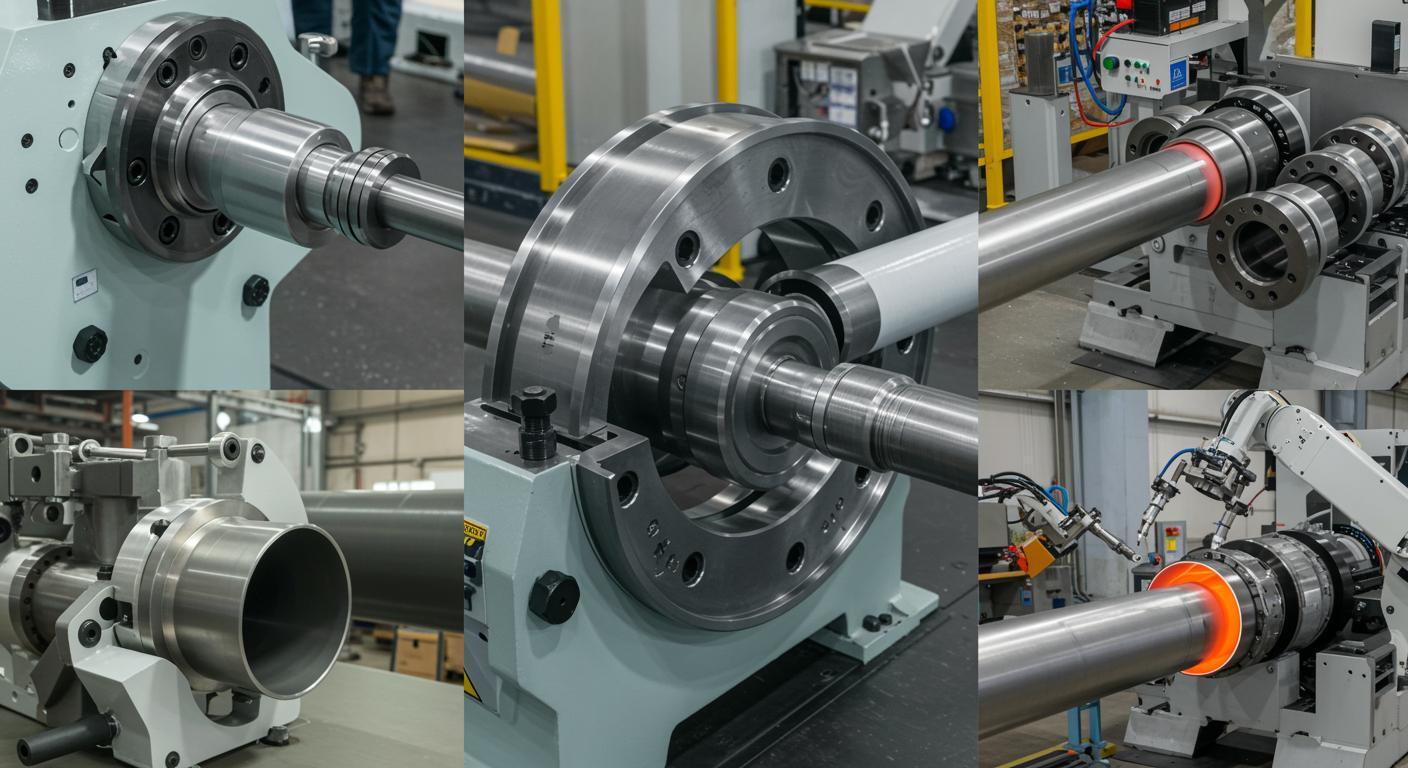
Индукционная гибка труб

Особенности технологии: локальный нагрев ТВЧ и постепенное формирование изгиба
Узкая зона трубы быстро нагревается индуктором до необходимой температуры, после чего к трубе прикладывается изгибающий момент. Процесс происходит непрерывно по мере продвижения трубы через индуктор.
Преимущества
Высокая производительность и точность, хороший контроль температуры, равномерный прогрев, отличное качество гиба для толстостенных труб и труб больших диаметров. Минимальное утонение стенки и овальность.
Применение
В основном для труб больших диаметров (до 1620 мм и более) в энергетике, нефтегазовой промышленности, судостроении.
Гибка труб на станках с ЧПУ (CNC)
Возможности и преимущества автоматизированной гибки
Станки с числовым программным управлением (ЧПУ) обеспечивают полную автоматизацию процесса гибки.
Высокая точность, повторяемость, возможность создания сложных пространственных изгибов
ЧПУ-трубогибы могут выполнять несколько гибов на одной трубе в разных плоскостях с высокой точностью, что идеально для серийного производства сложных деталей.
Интеграция с CAD/CAM системами
Позволяет напрямую загружать геометрию детали из конструкторских программ, что сокращает время на программирование и настройку.
Ручная гибка труб
Применяемые инструменты: ручные рычажные, арбалетные трубогибы
Простейшие трубогибы, использующие мускульную силу оператора.
Область применения
Небольшие объемы работ, малые диаметры труб (обычно до 1-1.5 дюймов), ремонтные работы, монтаж сантехнических систем, изготовление единичных изделий.
Гибка труб с наполнением (песком, канифолью) как один из старых ручных способов
Для предотвращения деформации трубу плотно набивают сухим песком или заливают расплавленной канифолью (которая потом удаляется). Этот метод трудоемок, но иногда применяется в кустарных условиях для получения качественного гиба без специального оборудования.
Обзор основных типов трубогибочного оборудования
Выбор трубогиба зависит от множества факторов: типа и размера труб, объемов производства, требуемой точности и сложности гибов.
Ручные трубогибы
- Виды: Рычажные (используют длинный рычаг для создания усилия), арбалетные (с гидравлическим или винтовым приводом, обеспечивают большее усилие), гидравлические ручные (с ручным насосом).
- Назначение и возможности: Для гибки труб малых диаметров из мягких материалов (медь, алюминий, тонкостенная сталь) на небольшие углы. Компактны и мобильны.
Механические и электромеханические трубогибы
- Бездорновые станки: Осуществляют гибку методом обкатки вокруг гибочного ролика или с помощью нескольких валков. Проще по конструкции.
- Дорновые станки: Оснащены дорновой оснасткой для качественной гибки тонкостенных труб. Могут быть полуавтоматическими (ручная подача и съем трубы) или автоматическими.
- Вальцовочные станки (профилегибы): Предназначены для получения гибов больших радиусов, спиралей.
Станки с ЧПУ для гибки труб
- Конструктивные особенности: Имеют сервоприводы для точного управления всеми осями (подача трубы, поворот трубы, угол гиба), автоматическую смену инструмента (на некоторых моделях).
- Программное обеспечение: Позволяет программировать сложные последовательности гибов, симулировать процесс, компенсировать пружинение материала.
Специализированное оборудование
К этой категории относятся, например, станки для индукционной гибки, прессы для штамповки отводов, специальное оборудование для гибки очень малых или очень больших диаметров.
Оснастка для гибки труб
Качество изогнутой трубы во многом зависит от правильно подобранной и качественно изготовленной оснастки:
- Гибочные ролики (шаблоны): Формируют радиус гиба.
- Дорны (оправки): Поддерживают внутреннее сечение.
- Прижимные планки (колодки): Фиксируют трубу во время гибки.
- Складкодержатели (wiper dies): Предотвращают образование складок на внутренней стороне гиба, особенно при малых радиусах.
Где используются изогнутые трубы: От быта до высоких технологий
Применение гнутых труб чрезвычайно широко и охватывает практически все сферы человеческой деятельности, где требуется создание прочных, легких и эстетичных конструкций или систем.
Строительство и архитектура
- Металлоконструкции: Изогнутые трубы используются для создания ферм, арок, куполов, каркасов зданий и спортивных сооружений, мостов.
- Навесы, козырьки, теплицы: Легкие и прочные конструкции из гнутых профильных и круглых труб.
- Ограждения, перила, лестницы: Гнутые элементы обеспечивают безопасность и эстетичный вид.
- Декоративные элементы: Фасады зданий, элементы ландшафтного дизайна, малые архитектурные формы.
Машиностроение и автомобилестроение
- Рамы и каркасы: Рамы автомобилей, мотоциклов, велосипедов, спецтехники.
- Выхлопные системы: Сложные конфигурации труб для отвода выхлопных газов.
- Гидравлические и пневматические системы: Трубопроводы для передачи жидкостей и газов под давлением.
- Каркасы безопасности (roll cages): В гоночных автомобилях и спецтехнике.
Нефтегазовая и химическая промышленность
- Трубопроводы: Магистральные и технологические трубопроводы для транспортировки нефти, газа, агрессивных сред.
- Отводы, змеевики: Элементы теплообменников, реакторов, сепараторов.
Энергетика
- Элементы котлов, парогенераторов: Пароперегреватели, экономайзеры, коллекторы.
- Трубопроводы высокого давления: Для пара и горячей воды на электростанциях.
Мебельное производство
- Каркасы: Для стульев, столов, кроватей, стеллажей, офисной и садовой мебели. Применение гнутых труб здесь позволяет создавать легкие и изящные конструкции.
- Декоративные элементы: Ножки, ручки, элементы декора.
Сантехника и системы ОВК (отопление, вентиляция, кондиционирование)
- Водопроводные и газовые трубы: Монтаж внутренних систем.
- Полотенцесушители: Часто имеют сложную изогнутую форму.
- Элементы систем вентиляции и дымоудаления.
Судостроение и авиакосмическая отрасль
- Трубопроводы различных систем: Топливные, гидравлические, охлаждающие системы.
- Элементы силовых конструкций и каркасов.
Товары народного потребления и спортивный инвентарь
- Каркасы для тренажеров, турников, шведских стенок.
- Детские площадки, качели, санки, коляски.
- Рекламные конструкции, выставочные стенды, торговое оборудование.
Обеспечение качества и борьба с дефектами
Несмотря на развитие технологий гибки труб, получение качественного изделия требует строгого контроля и понимания возможных дефектов.
Основные дефекты
- Гофрообразование (складки): На внутренней стороне гиба, особенно у тонкостенных труб.
- Овальность: Искажение круглой формы сечения.
- Утонение стенки: Чрезмерное уменьшение толщины стенки на внешней стороне гиба.
- Трещины или разрывы: На внешней стороне гиба при слишком малом радиусе или неправильном выборе материала/технологии.
- Несоответствие радиуса или угла гиба заданным значениям.
Причины возникновения дефектов и способы их предотвращения
Причины могут быть связаны с неправильным выбором способа гибки труб, износом или неверным подбором оснастки трубогиба, ошибками в расчетах, свойствами материала. Предотвращение включает: точный расчет параметров, использование дорна и складкодержателя для тонкостенных труб, правильный выбор радиуса гиба, контроль состояния оборудования.
Методы контроля качества гнутых труб
Визуальный осмотр, измерение геометрических параметров (угол, радиус, овальность, длина) с помощью шаблонов, угломеров, штангенциркулей, специальных измерительных приборов и координатно-измерительных машин. Для ответственных изделий могут применяться неразрушающие методы контроля (ультразвуковой, рентгеновский).
Заключение
Процесс гибки труб является неотъемлемой частью современного производства, позволяя создавать изделия сложной геометрии для самых разнообразных нужд. Мы рассмотрели основные технологии гибки труб, от простых ручных способов гибки труб до высокопроизводительных автоматизированных комплексов на базе ЧПУ-трубогибов. Широчайшее применение гнутых труб во всех отраслях промышленности и строительства подчеркивает важность и востребованность этой технологии. Перспективы развития связаны с дальнейшей автоматизацией, разработкой новых материалов, способных выдерживать более сложные деформации, и совершенствованием видов гибки труб для получения еще более точных и качественных изогнутых труб. Правильный выбор технологии и оборудования является ключом к успеху в этой области металлообработки.