Высокое качество лазерной резки металла является краеугольным камнем современного производства, где точность, скорость и повторяемость деталей играют ключевую роль. Однако даже при использовании самого передового и высокотехнологичного оборудования не исключены ошибки лазерной резки металла, которые могут привести к появлению дефектов лазерной резки металла и, как следствие, к дорогостоящему браку при лазерной резке металла. Цель этой статьи – подробно рассмотреть типичные ошибки лазерной резки, выявить их первопричины и, что наиболее важно, предложить эффективные методы, как избежать ошибок лазерной резки и обеспечить лазерную резку металла без ошибок. Фундаментальное понимание процессов и грамотная настройка лазерной резки металла – вот ваш ключ к успеху и безупречному результату.
Основы качественной резки: что нужно контролировать?
Достижение высокого качества лазерной резки металла – это комплексная задача, требующая внимания к множеству взаимосвязанных факторов. Пренебрежение любым из них может стать причиной возникновения проблем лазерной резки металла.
Параметры резки
Правильно подобранные параметры являются основой качественного реза.
- Мощность лазера: Должна соответствовать типу и толщине металла. Недостаточная мощность приведет к неполному прорезу, избыточная – к оплавлению кромок и увеличению зоны термического влияния.
- Скорость резки: Напрямую влияет на производительность и качество. Слишком высокая скорость может вызвать непрорез или появление зазубрин, слишком низкая – перегрев, оплавление и образование грата.
- Частота импульсов (для импульсных лазеров): Влияет на тепловложение и качество кромки, особенно при резке тонких материалов или сложных контуров.
- Газодинамические параметры: Давление и тип вспомогательного газа критически важны для удаления расплава из зоны реза и защиты кромки.
Оптика и система фокусировки
Состояние оптической системы напрямую влияет на характеристики лазерного луча.
- Состояние линз и зеркал: Загрязнения, царапины или повреждения на оптических элементах приводят к потере мощности, искажению формы луча и, как следствие, к ухудшению качества лазерной резки металла.
- Правильное фокусное расстояние и положение фокуса: Фокус лазерного луча должен быть точно спозиционирован относительно поверхности материала. Неправильная фокусировка – одна из частых причин ошибок лазерной резки металла.
Сопло режущей головки
Сопло играет ключевую роль в формировании газовой струи.
- Тип и диаметр сопла: Должны соответствовать типу и толщине материала, а также используемому газу. Слишком большой диаметр может привести к нестабильной струе, слишком маленький – к недостаточному удалению расплава.
- Состояние сопла: Износ, повреждение или налипание брызг металла на сопло нарушают формирование газовой струи и могут вызвать дефекты лазерной резки металла.
- Расстояние от сопла до материала (зазор): Оптимальный зазор обеспечивает эффективное удаление расплава и защиту линзы.
Вспомогательный газ
Выбор и параметры вспомогательного газа определяют химические и физические процессы в зоне реза.
- Тип газа: Кислород используется для резки углеродистых сталей (экзотермическая реакция ускоряет процесс), азот – для нержавеющих сталей и цветных металлов (обеспечивает чистый рез без окисления), воздух – как экономичная альтернатива для некоторых задач, аргон – для титана и других активных металлов.
- Чистота газа: Примеси в газе могут негативно сказаться на качестве реза.
- Давление и расход газа: Должны быть достаточными для эффективного выдува расплава и защиты зоны реза.
Характеристики и подготовка материала
Свойства самого металла и его состояние перед резкой также важны.
- Тип металла, его толщина и химический состав: Разные металлы требуют разных параметров резки.
- Качество поверхности: Ржавчина, окалина, масло, краска или другие загрязнения на поверхности могут вызывать нестабильность процесса резки и дефекты лазерной резки металла.
- Внутренние напряжения в металле: Могут приводить к деформации деталей после резки.
Техническое состояние лазерного станка
Исправность и точность оборудования – залог успеха.
- Точность механики: Люфты в направляющих, износ подшипников, вибрации могут приводить к неточности контура и плохому качеству кромки.
- Калибровка осей: Регулярная проверка и калибровка обеспечивают геометрическую точность деталей.
- Стабильность работы лазерного источника: Колебания мощности лазера приводят к нестабильному качеству реза.
Подготовка управляющих программ (CAM-системы)
Качество программы резки не менее важно, чем настройка лазерной резки металла на самом станке.
- Качество исходных чертежей (DXF, DWG): Наличие незамкнутых контуров, двойных линий, слишком мелких элементов может вызвать ошибки лазерной резки металла.
- Правильный выбор точек врезки, последовательности резки: Оптимизация траектории движения режущей головки снижает тепловложение и предотвращает деформации.
- Компенсация ширины реза: Учет ширины самого реза для получения деталей точных размеров.
Квалификация оператора
Человеческий фактор играет значительную роль.
- Понимание процессов резки: Оператор должен понимать, как различные параметры влияют на результат.
- Умение правильно настраивать станок и корректировать параметры: Способность оперативно реагировать на возникающие проблемы лазерной резки металла и вносить необходимые изменения в настройки.
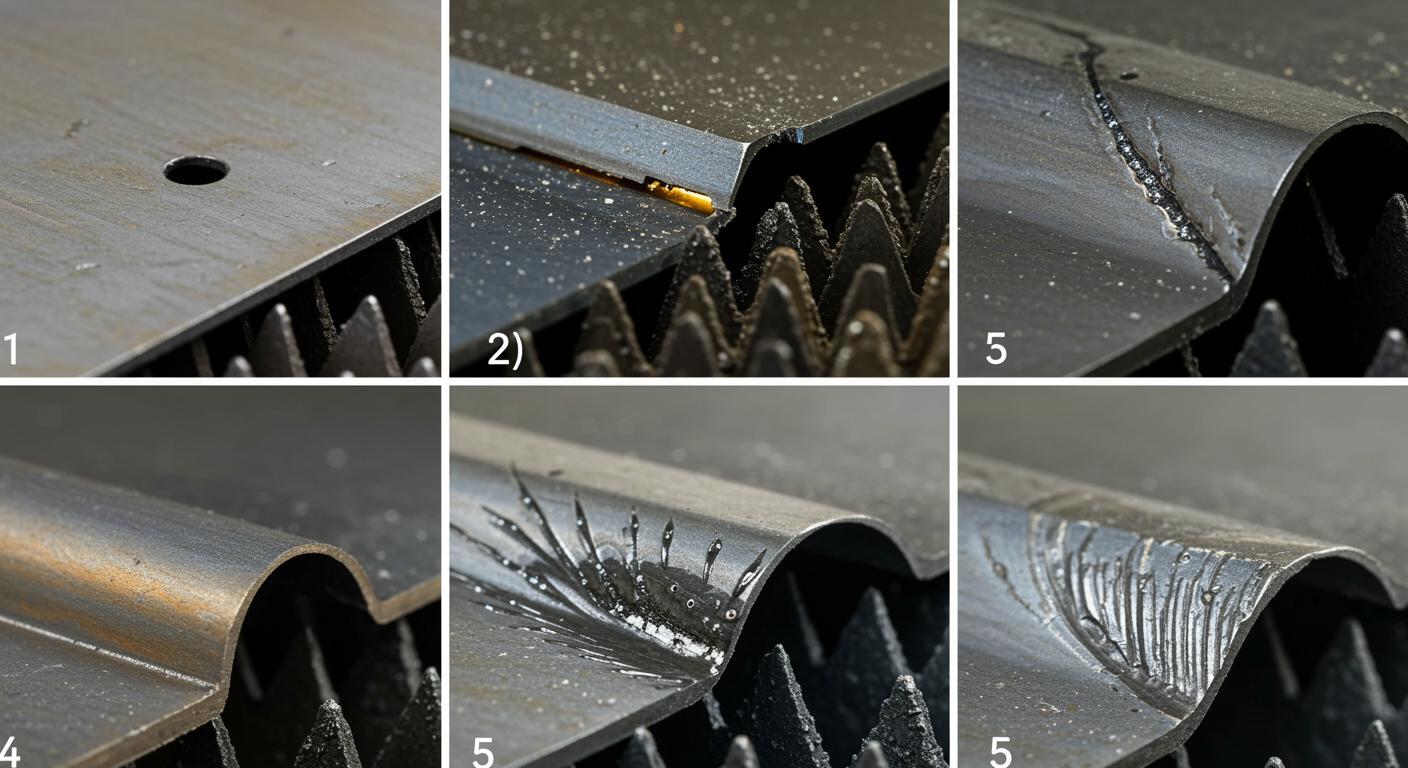
Каталог проблем лазерной резки металла: распознаем врага в лицо

Знание типичных ошибок лазерной резки и их визуальных признаков – первый шаг к их устранению.
Неполный прорез (непрорез)
- Описание: Лазерный луч не прорезает металл насквозь по всей длине контура или на отдельных его участках. Деталь остается соединенной с листом.
- Возможные причины:Недостаточная мощность лазера для данной толщины/типа металла.
- Слишком высокая скорость резки.
- Неправильное положение фокуса (слишком высоко или слишком низко).
- Низкое давление или неправильный тип вспомогательного газа.
- Изношенное или поврежденное сопло, слишком большой диаметр сопла.
- Загрязненная или поврежденная фокусирующая линза.
- Нестабильная работа лазерного источника.
Образование грата (облоя, заусенцев)
- Описание: На нижней кромке реза образуются капли, наплывы или острые заусенцы застывшего расплавленного металла. Это один из самых распространенных дефектов лазерной резки металла.
- Возможные причины:Неоптимальные параметры резки: слишком низкая или слишком высокая скорость, несоответствующая мощность.
- Неправильное давление вспомогательного газа (слишком низкое не удаляет расплав, слишком высокое может вызывать турбулентность и налипание).
- Неправильный тип газа (например, резка нержавейки кислородом).
- Изношенное, поврежденное или неправильно подобранное сопло.
- Неправильное положение фокуса.
- Слишком большое расстояние от сопла до материала.
Оплавление верхней кромки и чрезмерная ширина реза
- Описание: Верхние края реза сильно оплавлены, скруглены, ширина реза получается значительно больше необходимой.
- Возможные причины:Слишком высокая мощность лазера для данной толщины/скорости.
- Слишком низкая скорость резки.
- Неправильное положение фокуса (слишком высоко над поверхностью материала).
- Слишком большой диаметр сопла.
- Недостаточное давление вспомогательного газа.
Конусность реза (неперпендикулярность кромок)
- Описание: Ширина реза у верхней поверхности металла отличается от ширины у нижней, кромки получаются не строго перпендикулярными поверхности листа.
- Возможные причины:Неправильное положение фокуса (оптимальное положение для минимизации конусности зависит от толщины материала).
- Слишком высокая скорость резки.
- Проблемы с качеством лазерного луча (асимметрия, плохая модовая структура).
- Неправильный тип или повреждение сопла.
- Нестабильное давление вспомогательного газа.
Высокая шероховатость кромки реза
- Описание: Поверхность реза негладкая, имеет видимые вертикальные или диагональные бороздки, что ухудшает качество лазерной резки металла.
- Возможные причины:Неправильно подобранные параметры резки (скорость, мощность, давление газа).
- Вибрации станка или режущей головки.
- Нестабильная подача вспомогательного газа (пульсации давления).
- Низкое качество лазерного луча.
- Загрязненная или поврежденная оптика.
- Слишком высокая скорость резки для данной толщины.
Прожиг металла (особенно на углах и мелких элементах)
- Описание: Чрезмерное выгорание материала, образование больших отверстий или оплавление мелких элементов и острых углов.
- Возможные причины:Слишком высокая мощность лазера для обрабатываемого участка (особенно при замедлении скорости на углах).
- Отсутствие или неправильная настройка функций управления мощностью в зависимости от скорости (например, "fly-cut", "power control on corners").
- Неправильная стратегия врезки/выхода луча.
- Слишком низкая скорость резки на сложных участках.
Тепловая деформация заготовки (коробление)
- Описание: Искажение формы детали или всего листа металла из-за локального перегрева и внутренних напряжений. Особенно актуально для тонких листов.
- Возможные причины:Неправильная последовательность резки (например, резка внешнего контура до внутренних).
- Недостаточная или неправильная фиксация листа на рабочем столе.
- Чрезмерное тепловложение из-за низкой скорости или высокой мощности.
- Резка материалов с высокой теплопроводностью без учета их особенностей.
- Близкое расположение большого количества мелких контуров.
Зарезы и неровности на контуре
- Описание: Отклонения фактического контура детали от заданной геометрии, "дрожание" линии реза, появление "ступенек".
- Возможные причины:Проблемы с механикой станка: люфты в приводах, износ направляющих, проблемы с серводвигателями или энкодерами.
- Ошибки в управляющей программе (некорректная аппроксимация кривых).
- Вибрации станка или пола в цеху.
- Неправильная настройка параметров ускорения/замедления.
Появление оксидной пленки (при резке азотом)
- Описание: На кромке нержавеющей стали, алюминия или других металлов, которые должны резаться в инертной среде, появляется нежелательная оксидная пленка, изменяющая цвет и свойства поверхности.
- Возможные причины:Недостаточная чистота азота (присутствие кислорода).
- Низкое давление или недостаточный расход азота.
- Подсос воздуха в газовую магистраль или в зону реза из-за неправильного сопла/зазора.
- Слишком высокая температура в зоне реза.
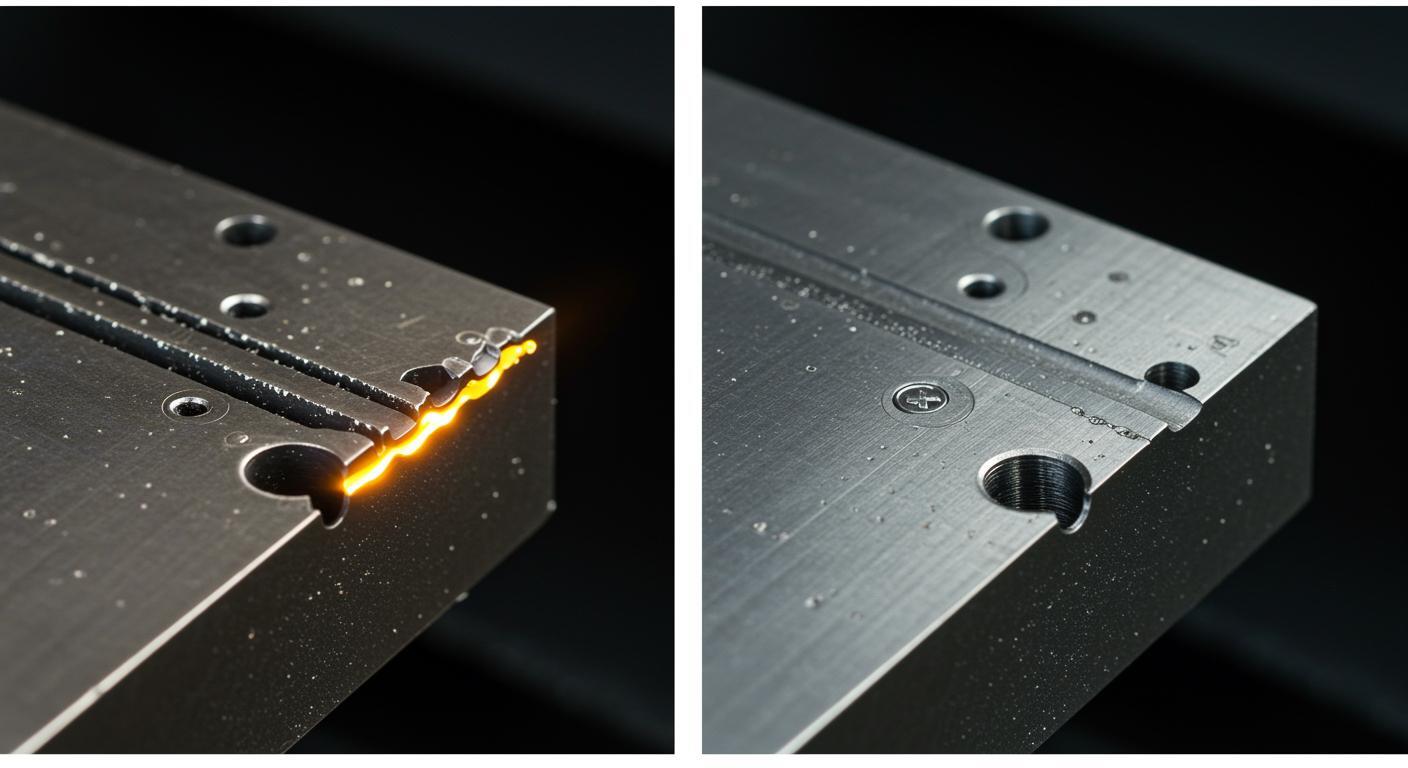
Пятна, налет или изменение цвета на поверхности металла рядом с резом
- Описание: Эстетические дефекты лазерной резки металла, такие как брызги расплава, налет от продуктов горения или изменение цвета материала вблизи зоны реза.
- Возможные причины:Брызги расплавленного металла из-за неправильных параметров резки или проблем с газовой струей.
- Неправильный выбор параметров (слишком много тепла).
- Загрязнения на поверхности материала, которые сгорают и оставляют следы.
- Неправильный тип или давление вспомогательного газа.
Путь к идеальному резу: настройка и устранение ошибок лазерной резки
Зная причины, можно эффективно бороться с браком при лазерной резке металла. Ниже приведены рекомендации по устранению ошибок лазерной резки.
Решение проблемы: Неполный прорез
- Корректировка параметров: Увеличьте мощность лазера, уменьшите скорость резки.
- Фокусировка: Проверьте и откорректируйте положение фокуса. Для толстых металлов фокус часто устанавливают ниже середины толщины.
- Газовая система: Убедитесь в достаточном давлении и правильном выборе вспомогательного газа. Проверьте состояние сопла (чистота, отсутствие износа, правильный диаметр).
- Оптика: Очистите или замените загрязненную/поврежденную фокусирующую линзу.
Решение проблемы: Образование грата
- Оптимизация параметров: Подберите оптимальное соотношение скорости и мощности. Часто грат образуется при слишком низкой скорости или избыточной мощности.
- Давление газа: Отрегулируйте давление вспомогательного газа. Для азотной резки обычно требуется высокое давление, для кислородной – умеренное.
- Фокус: Точно настройте положение фокуса.
- Сопло: Используйте сопло подходящего диаметра и типа, убедитесь в его хорошем состоянии и правильном расстоянии до материала.
Решение проблемы: Оплавление верхней кромки
- Параметры: Снизьте мощность лазера, увеличьте скорость резки.
- Фокус: Опустите фокус ниже к поверхности материала или даже внутрь материала.
- Сопло: Используйте сопло меньшего диаметра для более концентрированной газовой струи.
Решение проблемы: Конусность реза
- Фокус: Тщательно настройте положение фокуса. Оптимальное положение для минимизации конусности может варьироваться.
- Скорость: Снижение скорости резки может уменьшить конусность.
- Качество луча: Проверьте юстировку оптического пути и состояние компонентов, формирующих луч.
- Сопло: Экспериментируйте с различными типами сопел.
Решение проблемы: Высокая шероховатость кромки
- Параметры резки: Подберите оптимальное сочетание скорости, мощности и давления газа.
- Вибрации: Проверьте станок на наличие вибраций, убедитесь в его надежной установке.
- Газовая система: Обеспечьте стабильную подачу газа без пульсаций.
- Оптика: Проверьте чистоту и состояние оптики.
Решение проблемы: Прожиг металла
- Управление мощностью: Используйте функции ЧПУ для снижения мощности на малых скоростях (например, при прохождении углов или мелких элементов).
- Скорость: Избегайте слишком низких скоростей на участках, склонных к прожигу.
- Стратегия резки: Оптимизируйте траекторию врезки и выхода луча, используйте петли или плавные переходы.
Решение проблемы: Тепловая деформация
- Последовательность резки: Режьте сначала внутренние контуры, затем внешние. Используйте "шахматный" порядок резки для распределения тепла.
- Перемычки (микромостики): Оставляйте небольшие перемычки для удержания вырезанных деталей, особенно тонких.
- Фиксация листа: Обеспечьте надежную фиксацию листа на рабочем столе.
- Охлаждение: Для некоторых материалов и задач может потребоваться дополнительное охлаждение или использование импульсного режима резки.
Решение проблемы: Зарезы и неровности на контуре
- Диагностика станка: Проверьте механику станка на люфты, износ направляющих, состояние ремней или ШВП. Проведите калибровку осей.
- Управляющая программа: Убедитесь в корректности G-кода, проверьте настройки сглаживания траектории в ЧПУ.
- Параметры ЧПУ: Отрегулируйте параметры ускорения и замедления.
Решение проблемы: Появление оксидной пленки
- Чистота газа: Используйте азот высокой чистоты (обычно 99.995% и выше).
- Давление газа: Увеличьте давление и расход азота для эффективного вытеснения кислорода из зоны реза.
- Герметичность: Проверьте газовую магистраль и соединения режущей головки на предмет подсоса воздуха.
- Сопло: Используйте сопла, предназначенные для резки азотом, и обеспечьте правильный зазор.
Решение проблемы: Пятна и налет
- Очистка материала: Тщательно очищайте поверхность металла от масел, ржавчины и других загрязнений перед резкой.
- Параметры резки: Оптимизируйте параметры для уменьшения брызг расплавленного металла.
- Защитные пленки: Для некоторых материалов (например, полированная нержавейка) можно использовать специальные защитные пленки, которые удаляются после резки.
Предупрежден – значит вооружен: как добиться лазерной резки металла без ошибок на постоянной основе
Профилактика – лучший способ борьбы с ошибками лазерной резки металла. Внедрение следующих практик поможет обеспечить стабильно высокое качество лазерной резки металла.
Регулярное техническое обслуживание оборудования
- Чистка оптики: Регулярно проверяйте и очищайте фокусирующую линзу и защитное стекло (а также зеркала для CO2-лазеров) согласно рекомендациям производителя.
- Проверка и замена сопел: Своевременно заменяйте изношенные или поврежденные сопла.
- Контроль состояния механики и системы ЧПУ: Проверяйте люфты, натяжение ремней, состояние направляющих.
- Калибровка станка: Периодически проводите калибровку для поддержания точности.
Тщательная подготовка файлов и управляющих программ (CAM)
- Проверка чертежей: Перед импортом в CAM-систему проверяйте чертежи на наличие ошибок (незамкнутые контуры, двойные линии, пересечения).
- Оптимальный выбор точек врезки и последовательности резки: Минимизируйте холостые ходы, оптимизируйте распределение тепла.
- Использование коррекции на ширину реза: Это обеспечит точность размеров готовых деталей.
Правильный выбор и контроль качества материалов
- Использование металла с известными характеристиками: Стабильность химического состава и толщины материала важна для повторяемости результатов.
- Очистка поверхности материала перед резкой: Удаляйте ржавчину, окалину, масло и другие загрязнения.
Создание и ведение базы данных режимов резки
- Сохраняйте и систематизируйте успешные параметры резки для различных типов металлов, толщин и задач. Это значительно ускорит настройку лазерной резки металла для новых заказов.
Обучение и повышение квалификации операторов
- Инвестируйте в обучение персонала. Квалифицированный оператор понимает физику процесса, умеет правильно выбирать параметры, проводить диагностику и оперативно устранять возникающие проблемы лазерной резки металла.
Внедрение системы контроля качества на производстве
- Проверка первых деталей из партии: Обязательный контроль первой детали для подтверждения правильности настроек.
- Периодический контроль в процессе резки: Выборочная проверка деталей в ходе выполнения большого заказа.
Заключение
Ошибки лазерной резки металла могут существенно снизить эффективность производства и привести к финансовым потерям. Однако, как показывает практика, большинство дефектов лазерной резки металла можно предотвратить или успешно устранить. Ключ к лазерной резке металла без ошибок лежит в комплексном подходе, включающем правильную настройку лазерной резки металла, регулярное и качественное обслуживание оборудования, грамотную подготовку управляющих программ и, безусловно, высокую квалификацию операторского персонала. Постоянный анализ возникающих проблем лазерной резки металла и непрерывное совершенствование производственных процессов позволят достичь стабильно высокого качества и минимизировать брак при лазерной резке металла. Инвестиции в предотвращение ошибок всегда окупаются повышением производительности и удовлетворенностью клиентов.
Ответы на частые вопросы об ошибках и качестве лазерной резки
Почему лазер оставляет много грата на нержавейке при резке азотом?
Чаще всего это связано с недостаточным давлением или чистотой азота, неправильно подобранным соплом (слишком большой диаметр или износ), неверным положением фокуса или слишком низкой скоростью резки. Также причиной может быть загрязнение линзы.
Как быстро проверить правильность фокусировки лазера?
Один из методов – это серия тестовых резов или гравировок на образце материала при различных положениях фокуса. Оптимальное положение определяется по наименьшей ширине реза, отсутствию грата или наилучшему качеству гравировки. Некоторые станки имеют автоматические системы определения фокуса.
Можно ли полностью избежать конусности реза?
Полностью избежать конусности очень сложно, так как форма лазерного луча не является идеально цилиндрической. Однако ее можно минимизировать путем точной настройки положения фокуса, оптимизации скорости резки и использования качественной оптики и сопел. Для некоторых задач допустима небольшая конусность.
Влияет ли температура в цеху на качество лазерной резки?
Да, значительные колебания температуры и влажности в цеху могут влиять на стабильность работы лазерного источника (особенно CO2-лазеров), точность механики станка из-за теплового расширения и на процесс конденсации влаги на оптике. Рекомендуется поддерживать стабильные климатические условия.
Какие ошибки чаще всего допускают начинающие операторы лазерных станков?
Наиболее частые ошибки новичков – это неправильный выбор параметров резки (мощность, скорость, давление газа) для конкретного материала и толщины, некорректная фокусировка, пренебрежение чисткой оптики и сопел, а также ошибки при подготовке управляющих программ (например, отсутствие компенсации ширины реза).